

Derullegruppeer en kjernekomponent i beltetransportøren, ansvarlig for å støtte transportbåndet og redusere løpende motstand. Monteringskvaliteten påvirker direkte stabiliteten, levetiden og driftsstøyen fra transportøren. Følgende beskriver nøkkelpunktene i rullegruppenheten fra fire dimensjoner: pre-montering preparat, kjernemonteringsprosess, for å sikre en standardisert og effektiv monteringsprosess.
1.
Før montering er tre kjerneoppgaver - "Materialinspeksjon, verktøyforberedelse og rengjøring av miljøer" - fullføres for å unngå omarbeiding eller kvalitetsfarer forårsaket av foreløpige utelatelser.
1.1 Materielltelling og kvalitetsinspeksjon
● Kontroller kjernekomponentene i rullegruppen en etter en: ruller (inkludert rullekropper, lagerhus, lagre og oljetrekk), braketter, aksler, festemidler (bolter, nøtter, skiver), etc. Sørg for at mengden samsvarer med tegningene, uten manglende eller gale deler.
● Kvalitetsscreening av nøkkelkomponenter:
◆ Rullekroppen: Ingen støt, deformasjon eller rust på overflaten; Ensartet veggtykkelse (spotinspeksjon med en bremseklame er tilgjengelig); Lagerhusene i begge ender er sveiset godt (ingen falsk sveising eller sprekker).
◆ Lagre: Fleksibel rotasjon uten fastkjøring eller unormal støy; intakte tetningsdeksler (for å forhindre at støv og olje kommer inn); Modeller samsvarer med tegningene (f.eks. Deep Groove Ball -lagre 6204, 6205).
◆ Braketter: Materialet oppfyller kravene (for det meste Q235 stål); ingen burrs eller deformasjon ved sveiseskjøtene; Nøyaktig plassering av monteringshull (hulldiameteren samsvarer med boltene, med en feil ≤ 0,5 mm).
1.2 Verktøy og hjelpemateriale Forberedelse
● Viktige verktøy: momentnøkkel (kritisk for å sikre at boltstrammingsmomentet oppfyller standarder), justerbar skiftenøkkel, sekskantet stikknøkkel, bremsekaliper (for å måle dimensjoner), følermåler (for å måle gap), gummi er forby (for å unngå skader på komponenter fra hardknock), bære installasjonsverktøy (E.G.
● Hjelpematerialer: fett (matche lagrene, for eksempel litiumbasert fett nr. 2, brukt til lager smøring), rusthemmer (sprayet på sveiseskjøtene på parentene etter montering), rengjøringsklut (for å tørke oljeflekk og støv på komponenter).
1.3 Krav til monteringsmiljø
● Stedet skal være flatt og tørt, unngå fuktige miljøer (for å forhindre rusting av komponenter) og støvete miljøer (for å forhindre at urenheter kommer inn i lagrene).
● Legg beskyttelsesputer (f.eks. Gummiputer, treplater) for å forhindre riper på rullekroppen forårsaket av direkte kontakt med bakken.
2. Kjerneforsamlingsprosess: operere i rekkefølge og sikre presisjon
Forsamlingen avrullegruppeskal følge sekvensen til "Først sett sammen rullenheten → Sett sammen braketten → Fix og verifiserer til slutt". Presisjon må kontrolleres i hvert trinn for å unngå feiljustering av komponenten.
Trinn 1: Roller Unit Assembly (kjernen i kjernen)
Rullenheten er "utførelsesenheten" til rullegruppen, sammensatt av rullekroppen, lagrene, akselen og oljetetningen. Under montering, fokuser på å sikre "fleksible lagre og pålitelig tetning".
1.1 Montering av lagre og lagerhus
Først må du bruke en liten mengde fett på den indre veggen i lagerhuset (et tynt lag som dekker den indre veggen er tilstrekkelig; overdreven fett kan føre til at lageret varmer opp).
● Bruk en press for å trykke på lageret jevnt inn i lagerhuset (kraftpåføringspunktet er på lagerets ytre ring; å trykke på den indre ringen er forbudt). Forsikre deg om at det ikke er noe gap mellom lageret og lagerhuset (inspeksjon med en følermåler er tilgjengelig, med et gap ≤ 0,05 mm).
● Installer oljetetningen: Legg inn oljetetningen (for det meste dobbelt-leir oljetetning) i sporet på lagerhuset. Forsikre deg om at oljetetningen er tett festet til den ytre ringen uten avvik (for å forhindre fettlekkasje eller støvinntreden under drift).
1.2 Montering av aksel- og rullekroppen
● Før skaftet (med en glatt overflate og ingen burrs) gjennom den innvendige ringen i den ene enden av rullekroppen, og skyv den forsiktig til den indre ringen i den andre enden. Forsikre deg om at skaftet er helt festet til den lager innerringen (ingen løshet).
● Rotasjonstest av rullekroppen: Drei rullekroppen for hånd; Den skal rotere fleksibelt uten fastkjøring eller unormal støy, og rotasjons tregheten skal være ensartet (ingen "stammende følelse"). Hvis det er fastkjøring, demonter og sjekk om lageret er installert omvendt eller om det er urenheter.
Trinn 2: Montering av rullenhet og brakett
Braketten er "støttrammen" for rullegruppen. Det er nødvendig å sikre den nøyaktige plasseringen av rullenheten på braketten for å unngå avvik fra transportbåndet.
2.1 Posisjonering av rullenheten
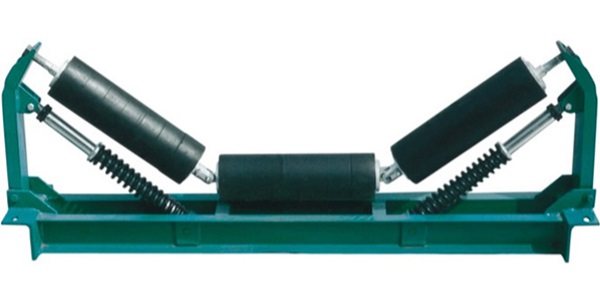
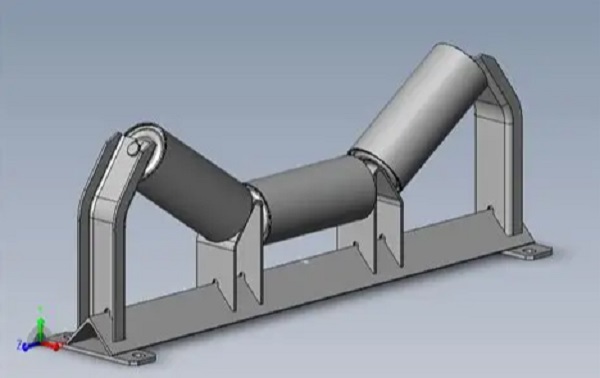
● I henhold til kravene til tegningene, plasserer du de samlede rulleenhetene (en enkelt rullegruppe inneholder vanligvis 2-5 rulleenheter; for eksempel inneholder en "parallell rullegruppe" 3 enheter, og en "trau rullegruppe" inneholder 2 sidevalser + 1 midtre rull) i den monterende sporene på braketten.
Spesiell oppmerksomhet bør rettes mot rullegruppen: vinkelen mellom sidevalsene og den midterste rullen (vanligvis 30 °, 35 °, 45 °, i henhold til tegningskravene) skal måles med en vinkel linjal, med en feil ≤ 1 ° (vinkelavviket vil forårsake ujevn kraft på transportøren, lett føre til avvik).
2.2 BOLT -fiksering
● Baser boltene gjennom monteringshullene på braketten og lagerhushullene på rullenheten, sett på skivene (flat vaskemaskin + fjærskive for å forhindre at du løsner), og stram først nøttene for hånden.
● Bruk en dreiemomentnøkkel for å stramme boltene i henhold til dreiemomentet som er spesifisert i tegningene (f.eks. Momentet for M10-bolter er vanligvis 25-30N · m, og for M8-bolter er 15-20N · m). Overdreven dreiemoment (som kan forårsake brudd på bolt) eller utilstrekkelig dreiemoment (som kan forårsake løsring under drift) er forbudt.
● Stramme sekvens: Stram symmetrisk (f.eks. 4 bolter skal strammes i en "diagonal sekvens" for å unngå brakettdeformasjon).
Trinn 3: Generelt verifisering og justering
Etter montering, gjennomfør en generell inspeksjon for å rette opp avvik på en riktig måte:
● Bruk et nivå for å oppdage bunnoverflaten på braketten: Forsikre deg om at braketten er horisontalt (horisontalt avvik ≤ 0,5 mm/m). Hvis det er skråstilt, juster pakningene (legg pakninger i bunnen av braketten; tvangsbøyning av braketten er forbudt).
● Kontroller parallellismen til rulleenhetene: sidens rullene i traurullegruppeskal være symmetrisk fordelt på begge sider av midtrullen, med en parallellitetsfeil ≤ 0,3 mm/m (deteksjon med tau-pulling-metoden: trekk en rett linje i begge ender av rullene og måle avstandsforskjellen mellom rullene og den rette linjen).
● Drei alle rullene igjen: Forsikre deg om at alle rullene roterer fleksibelt uten "individuell fastkjøring". Hvis det er fastkjøring, demonter og kontroller monteringen av lagrene eller sjaktene.











